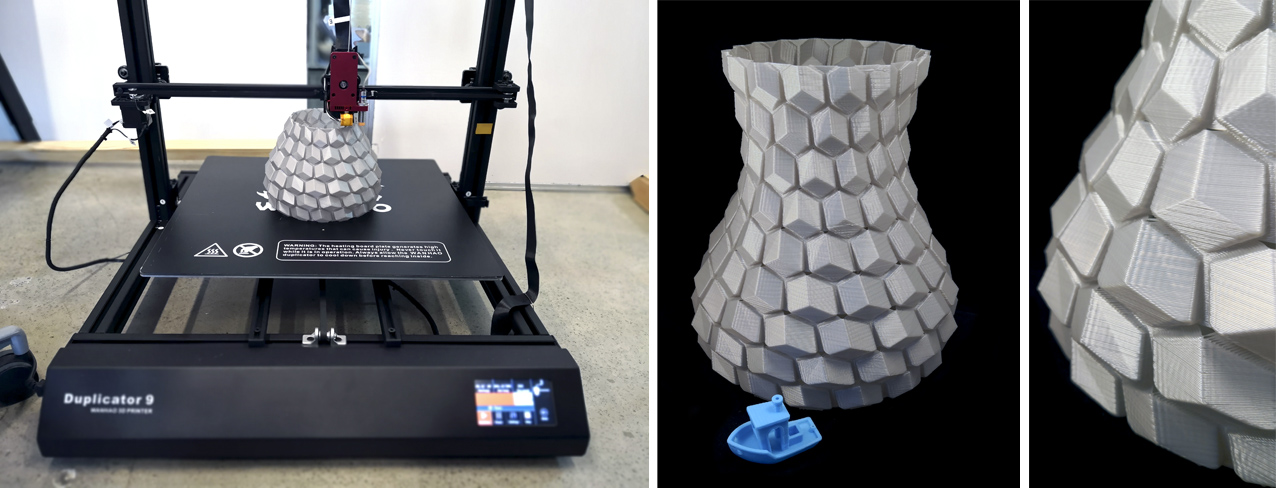
Over the last 18 months or so I’ve been stripping back FDM 3D printing to its basics, experimenting with a variety of materials, composites and patterns designed to be printed flat and assembled into more complex 3D forms. Why?
Well there are many reasons why you might want to use a 3D printer to create relatively flat forms: firstly, as anyone who has used a 3D printer would know, the process is extremely slow. The less vertical height you need to print the faster your part will be completed (generally). Secondly, most accessible 3D printers have a very small build volume, and often you want to 3D print something huge. By 3D printing a lot of smaller, flat parts and assembling them later, you can create a large 3D printed object on a small machine (for example check out the full length inBloom Dress by XYZ Workshop which was assembled out of 191 smaller panels).
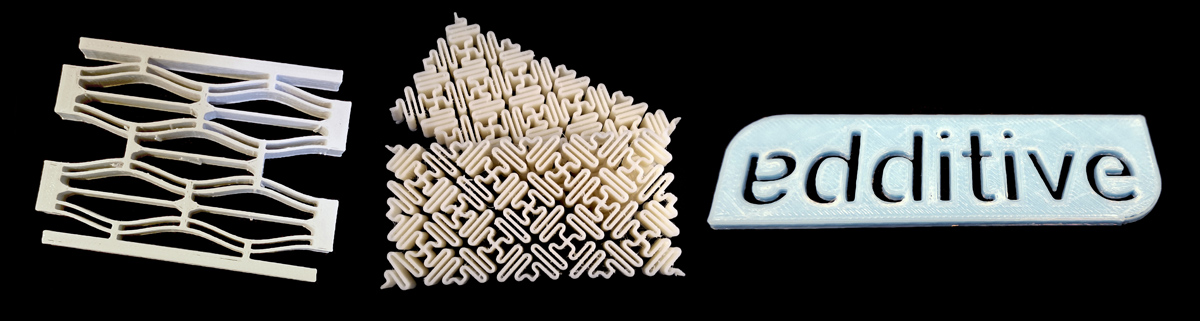
This type of 3D printing has actually been called 2.5D printing, since it is essentially the production of 2D geometry that is extruded in a single direction. No fancy lattice structures or compound curves here! Below are some examples I’ve printed over the years, and while some of them like the mesostructure (centre) may look complex, the geometry can be described by a single 2D drawing and extrusion (Z) dimension.
What I’ve learned is that when you are 2.5D printing often thin geometries, optimising the dimensions of the geometry for the specific capabilities of your FDM machine are critical. In fact, just a 0.1mm change in the thickness of a wall can reduce your print time by ~50%, which is a huge time saving. Knowing what these “magic” wall thickness settings are is powerful, and also very simple when you understand the logic.
This information has now been published in a book chapter titled “Designing Thin 2.5D Parts Optimized for Fused Deposition Modeling,” and provides several equations you can use to quickly calculate the optimum dimensions you should use if you want to 2.5D print (or even 3D print) as quickly as possible with maximum accuracy. Below is a visual graph that can be used to select the optimum wall thickness settings when 3D printing with a 0.4mm nozzle, and also shows the effect STL resolution can have. Full details about this graph can be found in the book, however the short version is that you want to be designing thin wall features using dimensions that fall inside the black boxed (or dashed) regions. So, for example if you will be using a 0.8mm printed wall thickness (representing 2×0.4mm extrusions in your slicer), the optimum dimensions to design with in CAD are 0.5-0.8mm, 1.3-1.6mm, or 2.0-2.3mm. Anything outside of these dimensions will require some level of infill structure which takes longer to print, and can result in a more messy part.

For a part similar to the mesostructure earlier, we calculated that simply adding 0.1mm of thickness to the design from 1.2mmm up to 1.3mm would decrease print time by 38% – yes, it sounds counter-intuitive, but adding material can actually reduce print time!
Designing for additive manufacturing (DfAM) is a very important research area, and it is knowledge like this that I hope can be implemented by designers, manufacturers and others involved in 3D printing. If you want to learn more about 2.5D printing, and the equations you can use to calculate the “optimized zones” for your own 3D printer, please check out my chapter which can be purchased with a 40% discount using my author code “IGI40,” or if you are at a university you may find you already have access through your library subscriptions.
Happy 2.5D printing.
– Posted by James Novak